本文
過去の実技訓練(ラインアップ)
溶接技能者評価試験練習(SA-2H)

半自動溶接実習 訓練生作品:半自動溶接(SA-2H)
ガス溶接・切断実技訓練


 |
 |
 |
 |
|---|---|---|---|
|
(1) 9ミリ鉄板の上に定規を置いています |
(2)切断吹管(トーチ)を当てて切断位置を調整します |
(3)切断中です。炎の温度は3000℃以上になります | (4)切断した鉄板です |
平成23年6月7日更新
溶接技能者評価試験練習(A-2F、N-2F)
試験練習 A-2F 中板(板厚9mm) 裏当金溶接技能者評価有 基本級(下向き)
 |  |  |  |
| (1)仮付けがズレないようにクランプで固定します。 | (2)1層目を190Aで溶接中です。 | (3)1層目の溶接直後です。まだスラグが赤く焼けています。 | (4)最終層(5層目)が終わりました。ビードの幅と高さが揃って、波がきれいになるようにこれから練習です! |
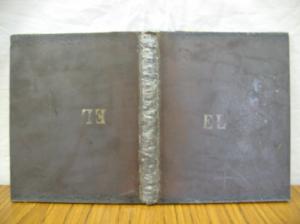
溶接技能者評価試験練習 N-2F 中板(板厚9mm) 裏当金無 基本級(下向き)
 (1)表ビード
(1)表ビード
 (2)裏ビード
(2)裏ビード
 実習風景
実習風景
立向きすみ肉溶接、溶接技能者評価試験練習(A-2V)
立向き すみ肉溶接
 4mm棒の2層仕上げです。
4mm棒の2層仕上げです。
溶接技能者評価試験練習 A-2V 中板(板厚9mm) 裏金有 専門級(立向き)
 (1)1層目のビードです。(130A)
(1)1層目のビードです。(130A)
 (2)2層目のビードです。(120A)
(2)2層目のビードです。(120A) 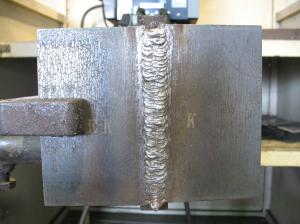 (3)3層目(最終層)のビードです。(110A)
(3)3層目(最終層)のビードです。(110A)
幅を揃えてきれいに仕上げるようにまだまだ練習です!
 (4)溶接作業風景
(4)溶接作業風景
立向き姿勢は下から上に進むので「登り」や「カチ上げ」とも呼ばれます。被覆アーク溶接ではあまりしませんが、逆に上から下に進むと「下進」や「流し」と呼ばれ、半自動溶接では時々使われます。
溶接技能者評価試験練習(N-2V、A-2H、N-2H)
溶接技能者評価試験練習 N-2V 中板(板厚9mm) 裏当金無 専門級(立向き)
 (1)1層目のビードです。(90A)
(1)1層目のビードです。(90A)
 (2)3層目(最終層)のビードです。(90A)
(2)3層目(最終層)のビードです。(90A)
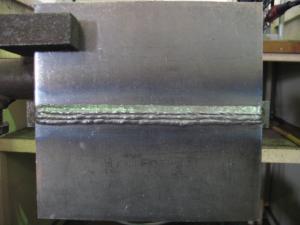
溶接技能者評価試験練習 A-2H 中板 裏当金有 専門級(横向き)
 最終層は3パスで仕上げます。前層が低かったため上部にアンダカット(溝)が発生しています。
最終層は3パスで仕上げます。前層が低かったため上部にアンダカット(溝)が発生しています。
溶接技能者評価試験練習 N-2H 中板 裏当金無 専門級(横向き)
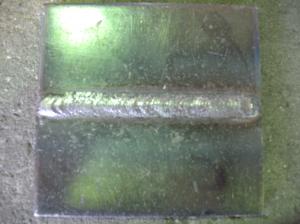
 (1)1層目を溶接中です。(90A)
(1)1層目を溶接中です。(90A)
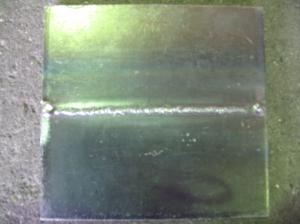
 (2)2層目(2パス)のビードです。(100A)
(2)2層目(2パス)のビードです。(100A)
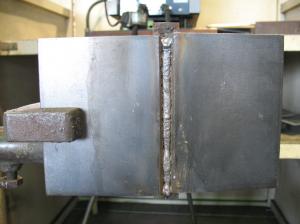
 (3)3層目(最終層)のビードです。(100A)
(3)3層目(最終層)のビードです。(100A)
2パスで仕上げます。もっときれいに仕上げられるように練習です!
溶接技能者評価試験練習(SN-1F)
溶接技能者評価試験練習 半自動溶接 SN-1F 薄板(板厚3.2mm) 基本級(下向き)
 仮付けをした状態です。溶接部(開先)を加工せずに、隙間(ルート間隔)をとります。
仮付けをした状態です。溶接部(開先)を加工せずに、隙間(ルート間隔)をとります。
 1層仕上げです。(1発勝負です!)
1層仕上げです。(1発勝負です!)
 表ビードの仕上がりです。
表ビードの仕上がりです。
 裏波ビードの仕上がりです。
裏波ビードの仕上がりです。
実技訓練も半年が過ぎ、被覆アーク溶接から半自動溶接に移りました。
溶接が段々面白くなり、技能が向上するよう更に練習を重ねます。